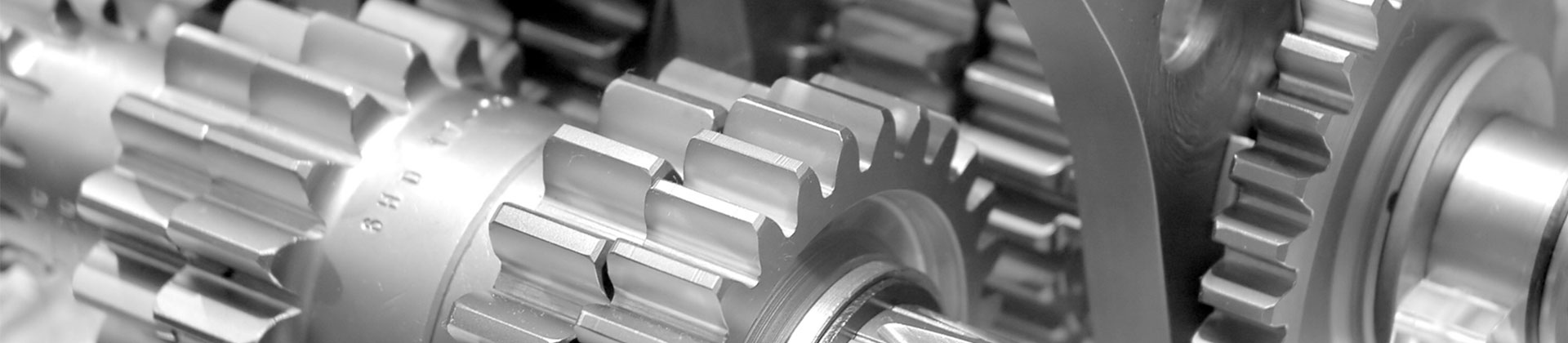

换网壳清洗工艺条件
自动换网装置广泛应用于涤纶和纺丝生产线。其主要作用是去除熔体中的有机熔体、碳化颗粒、金属氧化物等固体杂质,提高产品质量,为下游工艺提供合格的原料,保证下游工艺的正常生产。
壳吊到Al203流化床炉为4 h,恒定的温度是470℃,除湿的空气流量是12.5 m3 / h,空气压力5.0 x105pa Al203流化床砂的粒度150目,和流化床的装载量砂仅限于沉浸插件壳。
换网器特点:
1. 该系列换网装置由过滤体、加热/冷却系列、电气控制系统等部分组成。
2. 无需外力控制,系统控制元件可自动控制过滤时间和出网速度。
3.自动连续更换滤网,无需人工操作。
4. 物料流量不波动,产品不变形,换网过程质量稳定。
5. 没有废品和废物,原材料消耗低。
6. 滤网长度10 ~ 20m,可连续生产2 ~ 6个月。
7. 适用原料:PP、PE、ABS、PS等塑料熔体。
1. 注意换网器的操作和读数是否正常。如有故障,应在生产前排除。
2. 在更换筛网的过程中,当滚筒不能推拉时,通常是被坚硬的杂质堵塞。严禁增加油压推拉,以免造成更大的损害。
3.在任何情况下,当油泵电机转动时,都不允许装卸滤网,也不允许调整熔喷滤网换网器的结构件。
4. 如果长时间不使用换网器并重新启动,首先检查换网器各动作是否灵敏可靠。
5. 严禁在高温、无润滑的情况下反复推拉换网器滤筒,以免拉紧匹配面。
6. 在正常的生产过程中,少量熔融物料应洒在换网滚筒两侧,以方便润滑,但压轴承表面必须用硅油润滑。如无溢流或新安装,更换网时应用硅油润滑气缸。
7. 更换过滤网时,请戴上绝缘手套,防止过滤网块温度过高而掉落。
8. 严禁将滤板放入水中淬火或直接明火焚烧,容易造成裂纹或硬度损失。
9. 当换网机发生故障时,应及时停机,并由有经验的维修人员进行检查和维护。严禁有故障作业。

1. 板式换屏幕的安装后,填满30或40号号液压油的油舱液压站到中间和油渍的上限,并再次检查油箱的油量后的油缸都是在测试运行。
2. 液压站内油泵电机转向应与油泵转向相同,一般右转,然后通电测试油压,压力应设定在5-7mpa。出厂测试已设定在一个适当的值,一般不要尝试调整压力。
3.滑动板由电控箱外的三按钮控制箱推拉。盒面上的按钮(红色)为电机按钮,-按钮和三个按钮为推拉按钮。连续按下电机按钮后,推拉滑板。
4. 在板式换网机滑板两侧加硅油润滑,推拉滑板1-2次,检查其弹性,严禁干扰。
5. 板式换网机的槽内应安装新的滤网,网片边缘及网丝不得外露在槽外。然后推(拉)滑板使之处于工作位置。
6. 确认以上安装正确后,通电加热,按工艺要求设定温度。加热至所需温度后,再保温30-40分钟。
7. 再涂一次硅油,来回推拉板。注意液压表的压力应小于2-3mpa。如果压力过高,请检查并排除故障。
8. 确认后主机即可开机生产。首先低速运行,直到原料流出模头,再上升到正常速度。此时,注意阅读融化压力表值,即初始压力P1的新屏幕,和初始压力P1 + 3-5mpa报警压力P2屏幕的变化,也可以设置根据实际生产,但高压力不应超过25-30mpa,否则应采取特殊处理。
 15824895187
15824895187


